LMD / DED-LB/M
Große Bauteile, lokaler Materialaufbau, Reparatur und Beschichtung
Ein Laser erzeugt ein lokales Schmelzbad, während Metallpulver zugeführt wird. Zugänglichkeit, Wärmeeintrag, Raupengeometrie und Nachbearbeitung bestimmen die Eignung.
Technologie
Die Verfahrenswahl folgt der Bauteilfunktion, Geometrie, Werkstoffverträglichkeit, Nachbearbeitung und Prüfung. Keine Anlage ist für jede Aufgabe die beste Wahl.

Verfahrenswahl
Bauteilgröße, Detailgrad, Zugänglichkeit und Funktionsflächen geben die Richtung vor. Werkstoff und Prüfanforderungen können die Auswahl anschließend verändern.
LMD / DED-LB/M
Ein Laser erzeugt ein lokales Schmelzbad, während Metallpulver zugeführt wird. Zugänglichkeit, Wärmeeintrag, Raupengeometrie und Nachbearbeitung bestimmen die Eignung.
SLM / LPBF
Das Bauteil entsteht schichtweise im Pulverbett. Baurichtung, Stützstrukturen, Restspannungen und Nachbearbeitung gehören zur frühen Planung.
Additiv-subtraktive Fertigung
Auf dieser Seite bezeichnet „hybrid“ die Kombination aus additivem Aufbau und spanender Nachbearbeitung. LMD und SLM/LPBF werden nicht automatisch in einem Bauteil kombiniert.
Anlagen und Bauraum
Die Angaben beschreiben den veröffentlichten technischen Rahmen, nicht die automatische Eignung eines konkreten Bauteils.
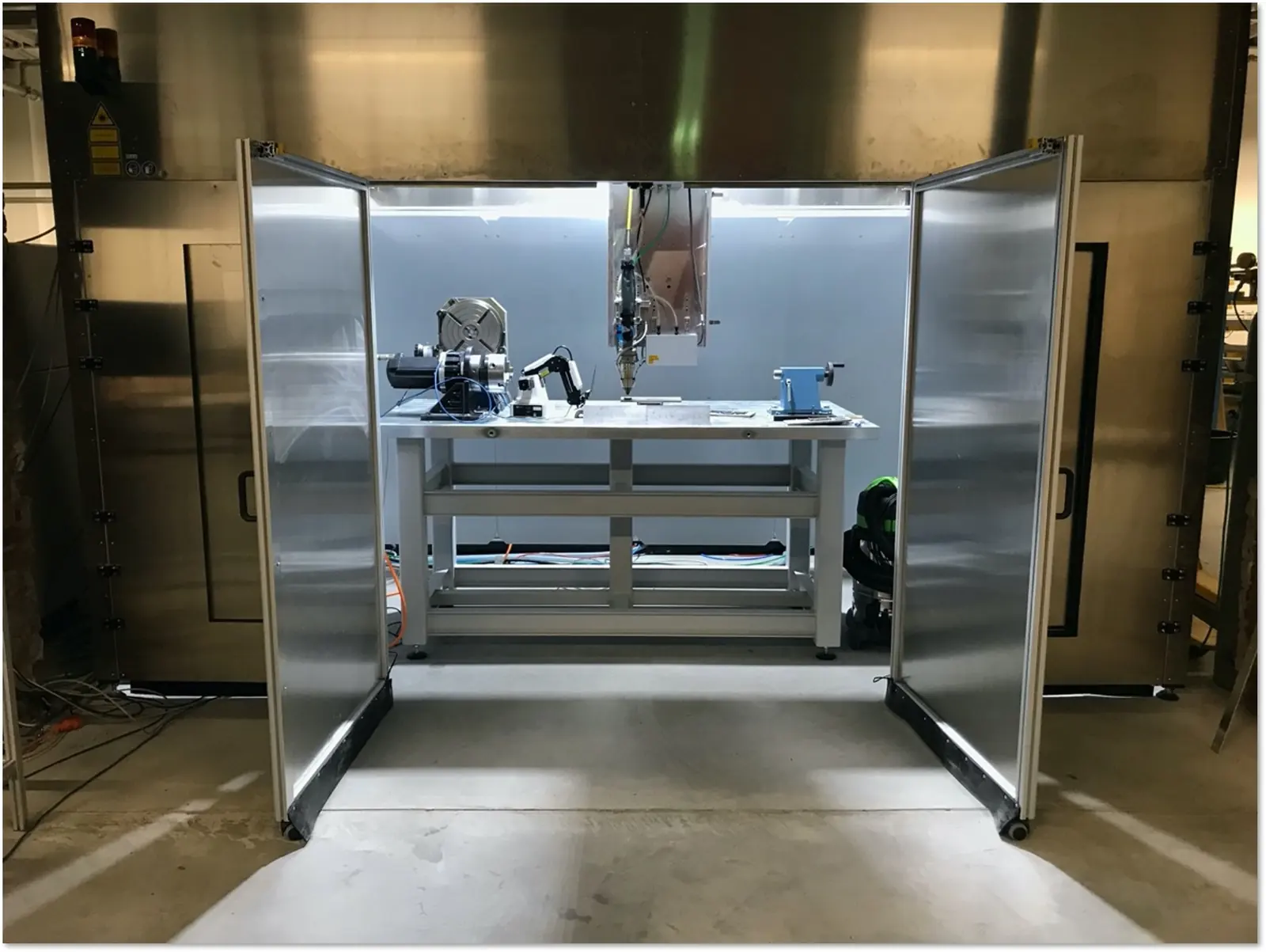
Veröffentlichtes Bauteilfenster bis 2 x 1 x 2 m für kontrollierte Aufbauten, Reparatur und Beschichtung.
Sechs Achsen, zusätzliche Positionierung und ein Rundtisch bis 1.000 kg für konturfolgende Bearbeitung. Die Eignung hängt von Zugang und Aufspannung ab.
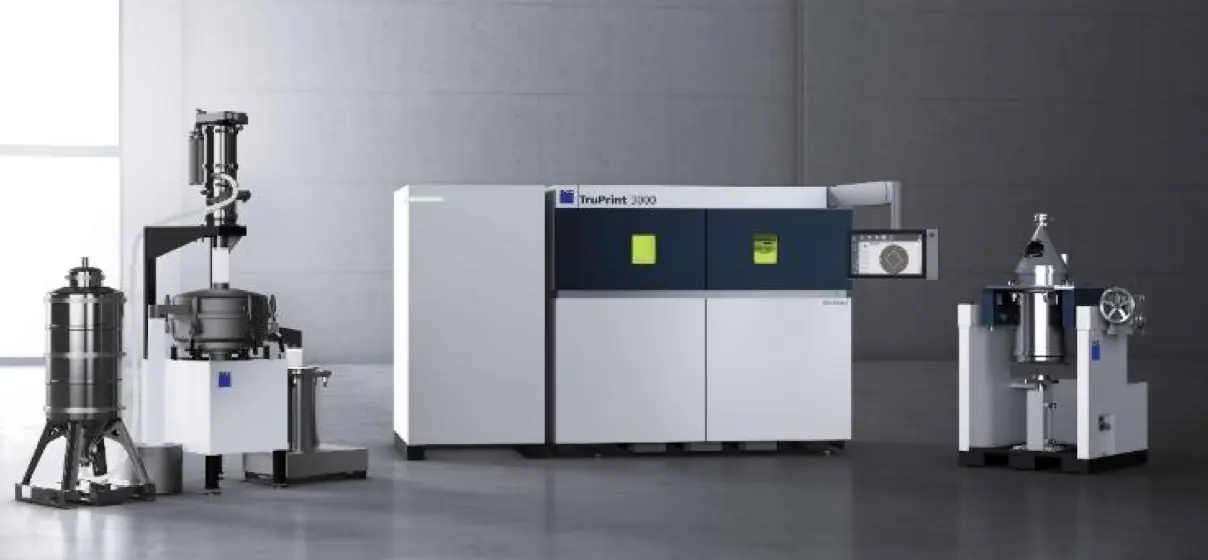
SLM/LPBF mit 400 mm Plattformdurchmesser, 400 mm Bauhöhe und 500-W-Einzellaser für kompakte Metallbauteile.
Die Zoomoptik der Roboteranlage unterstützt die Anpassung von Laserfleck und Spurengeometrie. Die endgültige Wand- oder Schichtgeometrie ergibt sich zusätzlich aus Prozessparametern, Überlappung, Bahnplanung und Schichtstrategie.
Vom Datensatz zum geprüften Bauteil
Ein belastbarer Fertigungsplan verbindet Aufbau, Nachbearbeitung und Prüfung in einer durchgängigen Prozesskette.
Geometrie, Werkstoff, Funktion, Menge und Termin erfassen.
LMD, SLM/LPBF oder additiv-subtraktive Fertigung technisch vergleichen.
Bahn- oder Baustrategie, Bearbeitungszugabe, Wärmebehandlung und Oberfläche festlegen.
Prüfmerkmale, Dokumentation und Abnahmekriterien vor der Fertigung vereinbaren.
Projektbeispiele
Die Beispiele dokumentieren konkrete Anwendungen. Werkstoff- und Freigabeanforderungen bleiben für jedes neue Bauteil gesondert zu prüfen.

Großbauteil
Strukturknoten mit CAD-Anpassung, Roboterbahnplanung, Monitoring und projektspezifischer Validierung.
Projekt ansehen
Dünnwandiger Aufbau
Ein LMD-Demonstrator mit unterschiedlichen Ni-basierten Werkstoffzonen und wassergekühlter Geometrie.
Projekt ansehen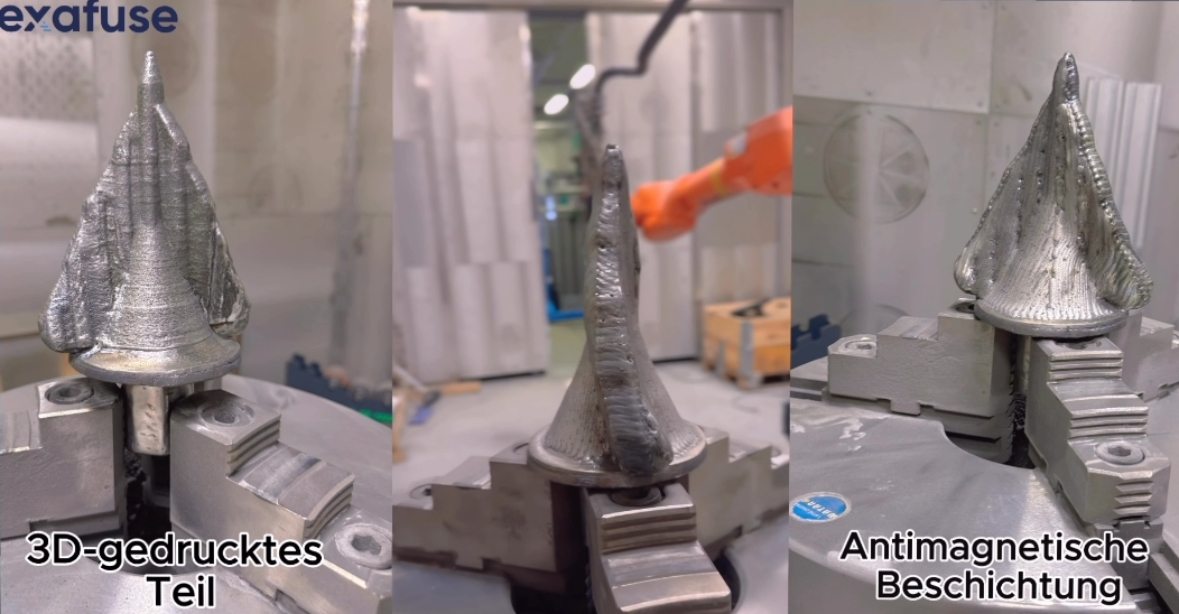
Aufbau und Beschichtung
LMD-Bauteilaufbau und eine wolframcarbidhaltige Funktionsschicht in einem abgestimmten Fertigungsablauf.
Projekt ansehen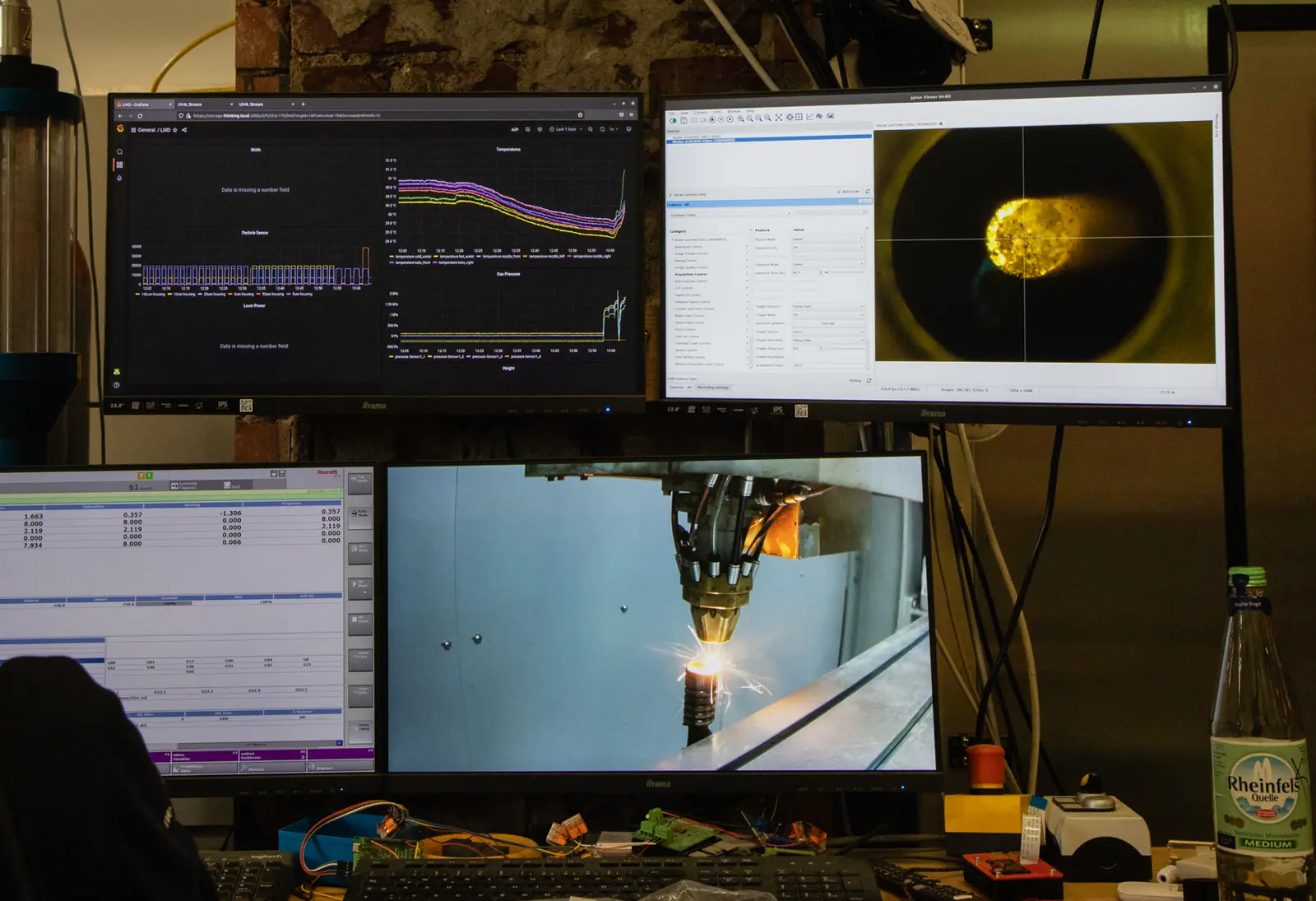
Monitoring und Prüfung
Bild- und Sensordaten können Abweichungen sichtbar machen und die Prozessentwicklung unterstützen. Freigabe und Abnahme benötigen weiterhin vereinbarte Prüfmethoden, physische Bewertung und technische Verantwortung.
Verfahrenswahl
Exafuse ordnet ein, welches Verfahren technisch sinnvoll zu prüfen ist und welche Daten noch fehlen.
Technische Prüfung anfragen